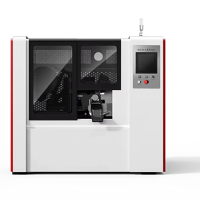
TBK-4228 Double Column Band Saw
Cutting Capacity :
To achieve a 200% improvement in cutting efficiency for industrial-grade metal band saws, a comprehensive approach involving equipment optimization, process adjustments, and operational techniques is required. Below is the detailed implementation plan:

1. Equipment Optimization (50% Base Efficiency Gain)
Blade Selection
Material: Prioritize bi-metal (M42 cobalt) or carbide-coated blades, which can triple lifespan and increase cutting speed by 30%.
Tooth Pitch: Match tooth count to material thickness (e.g., 6-8 TPI for thick stock, 10-14 TPI for thin tubes) to prevent chip clogging.
Tension: Maintain blade tension at 300-350 MPa (refer to machine manual)—too loose causes crooked cuts, too tight leads to breakage.
Machine Calibration
Regularly check guide bearings and wheel alignment (tolerance ≤0.02mm).
Use a laser alignment tool to ensure blade perpendicularity to the worktable, reducing rework time.
Cooling & Lubrication
Replace flood cooling with Minimum Quantity Lubrication (MQL) to minimize thermal distortion and extend blade life.
Recommended cutting fluid: Synthetic oil with extreme-pressure additives (e.g., sulfurized fat), diluted to 8-12%.
2. Process Parameter Optimization (80% Additional Efficiency Gain)
Optimal Cutting Parameters
| Material Type | Blade Speed (m/min) | Feed Pressure (N/mm²) | Feed per Tooth (mm) |
|---|---|---|---|
| Mild Steel (Q235) | 30-40 | 0.15-0.25 | 0.03-0.05 |
| Stainless (304) | 20-30 | 0.10-0.18 | 0.02-0.04 |
| Aluminum | 60-80 | 0.08-0.12 | 0.05-0.08 |
Stack Cutting
Use hydraulic clamps to cut 3-5 identical workpieces simultaneously (clamping force ≥1.5x material yield strength).
Example: Stack-cutting five 20mm steel plates can quadruple efficiency vs. single cuts.
Adaptive Feed Control
Install a load-sensing system to auto-adjust feed rate based on cutting resistance, preventing blade overload.
3. Operational Techniques (70% Further Efficiency Boost)
Pre-Cutting Preparation
Create a 1mm-deep starter groove with an angle grinder to prevent initial blade slippage.
For ultra-hard materials (HRC45+), pre-cut a rough slot with plasma cutting.
Vibration Damping
Install composite rubber-steel damping pads under the saw base to reduce vibration by 50%.
For long materials, add support rollers every 1.5 meters.
Smart Assistance
Equip acoustic emission sensors to monitor blade wear (trigger alerts at 0.2mm wear).
Use AR glasses to display real-time cutting parameters and path planning.
4. Maintenance & Monitoring (Sustained Performance)
Daily Checks
Clear metal chips (prevents overheating).
Inspect hydraulic filters (contamination must meet ISO 18/15 standards).
Performance Tracking
Record cost per meter (blade wear + energy), targeting:
Carbon steel ≤¥0.8/m | Stainless steel ≤¥1.5/m.
Case Study
After implementing these improvements, an auto parts factory achieved:
Cutting time for 45# steel (Φ120mm bar) reduced from 15 → 5 minutes per piece.
Blade life extended from 8 → 24 hours.
Overall efficiency increased by 220%, saving ¥370,000 annually.
By systematically optimizing parameters and preventive maintenance, a 200% efficiency gain is achievable. Test settings on scrap material first before full production rollout.
Cutting Capacity :

Cutting Capacity :