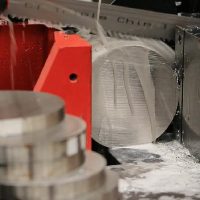
TGK-4220 Double Column Band Saw
Cutting Capacity :
To achieve cutting accuracy within ±0.1mm for a metal band saw, systematic optimization of equipment condition, process parameters, and operational standards is essential. Below are the key improvement techniques:

1. Equipment Optimization
Blade Selection & Tension Calibration
Use high-precision variable-pitch carbide-tipped blades (e.g., 1.1mm narrow-width blades), with tooth geometry adjusted based on material thickness (fine teeth for thin sheets, coarse teeth for thick materials).
Calibrate tension using a tension gauge within ±10% of the recommended value (typically 300–400 N/mm²) to avoid over-tightening (causing breakage) or under-tightening (leading to blade drift).
Precision Adjustment of Guide System
Check clearance between side guide wheels and backup bearings (≤0.03mm) to eliminate lateral blade deflection.
Use a dial indicator to verify parallelism of guide arms, ensuring total deviation ≤0.05mm.
Transmission System Maintenance
Replace worn worm gears (backlash <0.05mm) or timing belts to prevent jerky feed motion.
Maintain hydraulic system pressure fluctuation within ±0.2MPa to avoid sudden feed rate changes.
2. Fine-Tuning Process Parameters
Optimal Cutting Parameters
Cutting Speed: 1200–1500 m/min for aluminum, 30–50 m/min for stainless steel, with appropriate feed pressure.
Feed Rate: Adjust based on chip formation—ideal chips are curled and silver-white (for steel); powdery chips indicate excessive feed.
Coolant & Lubrication Optimization
Use high-penetration cutting fluid (e.g., EP-additive emulsion) with a flow rate ≥8 L/min for full lubrication.
For difficult-to-cut materials (e.g., titanium alloys), oil-based coolants are recommended to minimize thermal distortion.
3. Workpiece & Clamping Control
Enhanced Fixture Rigidity
Use hydraulic clamping (pressure >2 MPa) with V-blocks (runout <0.02mm).
For long workpieces, add intermediate supports (one every 300mm overhang).
Cutting Path Planning
For complex contours, adopt segmented cutting and reduce feed speed by 30% at sharp turns.
For high-hardness materials (HRC >45), pre-annealing or pulsed feed mode is recommended.
4. Environmental & Measurement Compensation
Temperature Control
Maintain workshop temperature at 20±2°C; warm up the machine for 30 minutes before precision cuts.
Monitor blade temperature with an IR thermometer—pause cooling if exceeding 150°C.
Real-Time Monitoring & Compensation
Install laser displacement sensors (resolution: 0.001mm) for in-process tracking, with PLC-based dynamic correction.
Verify dimensions with gauge blocks every 50 cuts and adjust tool compensation for drift.
5. Operational Standards
First-Piece Inspection: Validate all dimensions using a CMM before batch production.
Blade Break-In: Run new blades at 50% normal parameters for 20–30 cm² of cutting before full operation.
By implementing these measures alongside an ISO 9001-compliant equipment checklist (daily guide system checks, weekly feed accuracy verification), cutting accuracy can be consistently maintained within ±0.08mm, meeting high-end demands such as precision molds and aerospace components. The key lies in integrating dynamic process control with static maintenance to establish standardized workflows.
Cutting Capacity :

Cutting Capacity :